

 18937452223
18937452223



































新聞中心
News Center
電鍍廢水成分復雜,常含有重金屬離子、懸浮物、有機物及各類添加劑,其處理要求嚴格,需實現固液高效分離及污泥減量化。板框壓濾機作為一種成熟的固液分離設備,在電鍍廢水污泥脫水環節具有重要應用價值。以下將詳細闡述其工作流程、脫水效果要求及所能達到的過濾效果。

工作流程
板框壓濾機的運行是一個循環式間歇操作過程,主要包括預處理進料、壓濾脫水、卸料及清洗四個階段。
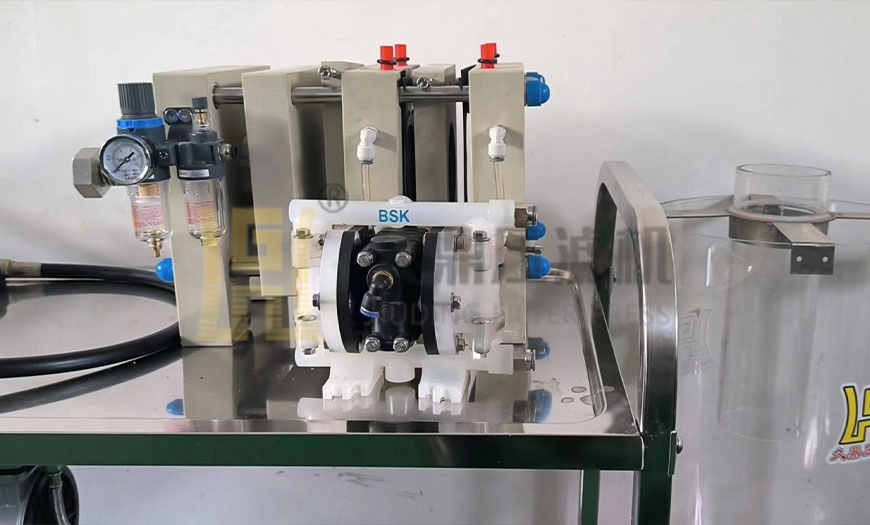
預處理與進料階段:電鍍廢水經前期中和、沉淀、絮凝等工藝后,形成含水率較高的污泥漿。該污泥由進料泵輸送至板框壓濾機各濾室。在進料初期,一般采用低壓泵進料,使污泥均勻充滿濾室,避免板框受力不均。隨著濾室內物料增多,進料壓力逐步提升,推動污泥中的游離水透過濾布排出。
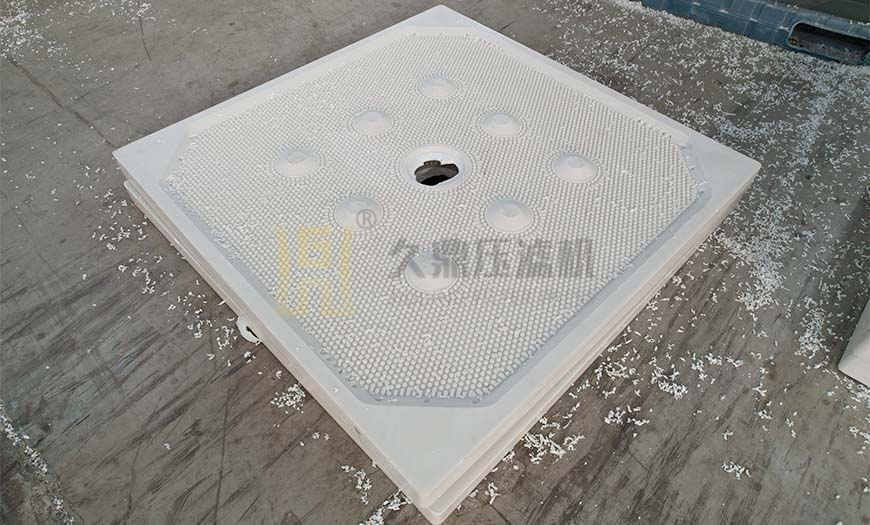
壓濾脫水階段:當濾室充滿后,進入高壓壓榨階段。通過液壓系統對濾板施加機械壓力,進一步擠壓污泥,使其中的毛細水及部分結合水被分離。部分工藝還會采用隔膜壓榨技術,即通過向隔膜板內注入高壓水或壓縮空氣,使彈性隔膜膨脹并對污泥進行二次擠壓,顯著提高脫水效率。壓濾過程中,濾液穿透濾布經濾板導流孔排出,固體顆粒則被截留在濾室內形成濾餅。
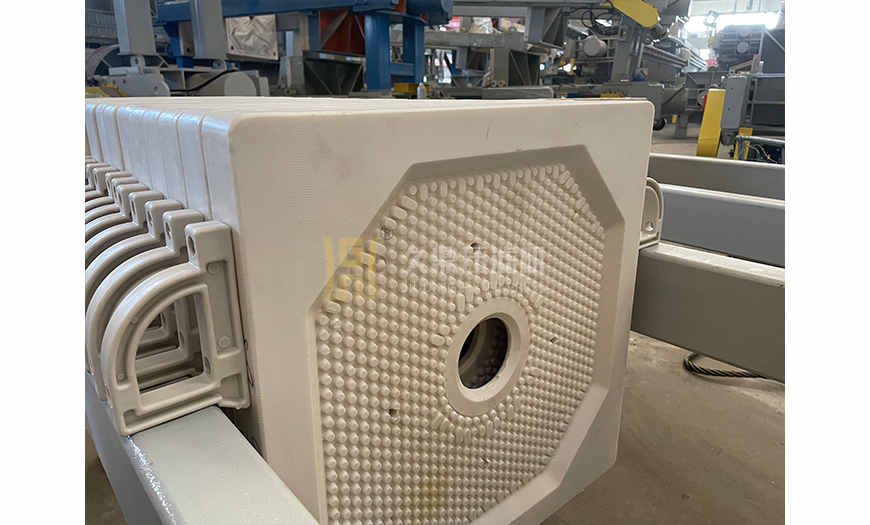
卸料階段:壓濾完成后,液壓系統松開濾板,逐塊拉開板框,濾餅憑借自重或輔助刮刀脫落至下方收集槽。電鍍污泥濾餅一般具有較高硬度,卸料較為順暢。
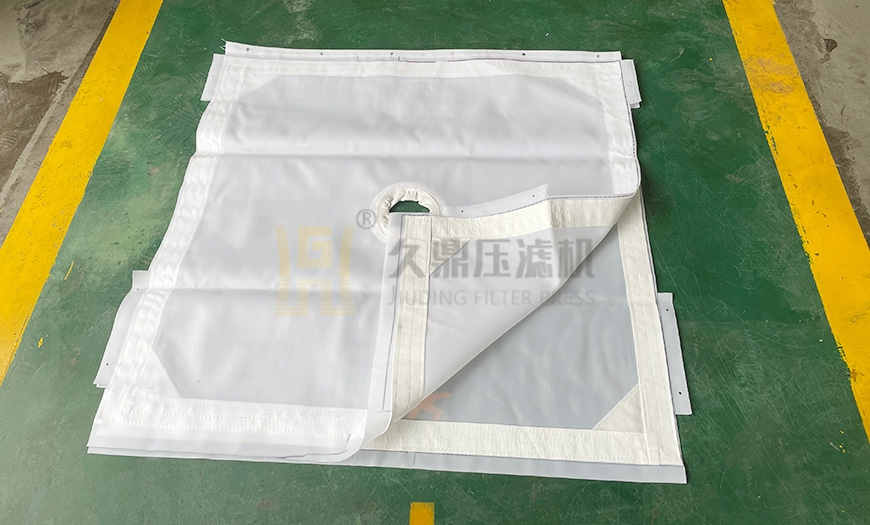
濾布清洗階段:卸料后,濾布表面可能附著細小顆粒,需定期進行沖洗以恢復過濾性能。通常采用高壓水槍自動或手動清洗,確保后續循環的過濾通量和效果。

脫水要求
電鍍廢水污泥脫水需滿足以下關鍵指標:
1. 濾餅含水率:為降低后續處置成本及符合環保要求,濾餅含水率通常需降至60%以下,部分嚴格要求下需達到50%以下。
2. 固體回收率:壓濾機應實現高效固液分離,懸浮物及重金屬絕大部分富集于濾餅中,濾液懸浮物濃度一般要求低于50 mg/L。
3. 處理效率:單循環處理時間需合理控制,保證設備處理能力與前端產泥量匹配。
4. 濾液水質:濾液應清澈,重金屬離子濃度符合回用或排放標準,避免二次污染。

過濾效果
板框壓濾機在電鍍廢水處理中表現如下技術特點:
1. 優異的脫水程度:通過高壓壓榨及隔膜二次壓榨,能將電鍍污泥含水率穩定降至50%-60%,污泥體積大幅減少,為危險廢物處置提供便利。
2. 高效的固液分離效果:采用高精度濾布(通常選用聚丙烯或滌綸材質),對懸浮物的截留效率超過98%,濾液懸浮物濃度可控制在30 mg/L以下。同時,由于絮凝劑配合使用,大部分重金屬離子(如銅、鎳、鉻等)被絮凝吸附并隨濾餅除去,濾液中重金屬含量可達標。
3. 較強的適應性:板框壓濾機對污泥濃度波動適應性強,無論前端污泥濃度高低,均可通過調節進料壓力和壓榨時間實現穩定脫水。
4. 濾餅成型質量好:形成的濾餅結構密實、完整性高,便于運輸和封裝,減少運輸過程中的滲漏風險。
技術注意事項
在實際應用中,需注意以下方面以保證長期穩定運行:
- 根據污泥性質選擇合適的濾布孔徑及材質,防止濾布堵塞或穿透。
- 控制進料污泥的絮凝效果,確保形成較大且強度高的絮體,以提高脫水速率和濾液質量。
- 定期維護液壓系統、濾板及濾布,防止跑料、漏液或板框變形。
- 對于含氰或含鉻廢水預處理后的污泥,需確保氧化還原或沉淀徹底,避免腐蝕設備或影響脫水效果。
板框壓濾機憑借其脫水效率高、濾餅含固率高、運行穩定可靠等特點,已成為電鍍廢水污泥深度脫水的重要設備。通過合理的工藝調控與設備選型,該設備能顯著降低污泥含水率,實現有害物質的有效富集與分離,為電鍍廢水達標處理與污泥規范化處置提供關鍵技術支撐。未來,隨著自動化與節能技術的發展,板框壓濾機在電鍍廢水處理領域的應用將進一步提升其經濟性與環境效益。










